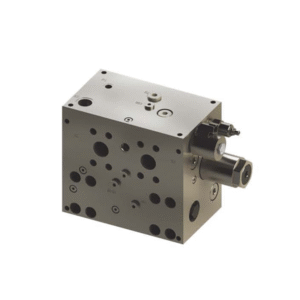
Product Overview
Primarily applied in roadheader hydraulic cylinder circuits, it provides safety protection and load maintenance for stable equipment operation.
- Target scenario: Used in roadheader lifting and rotating cylinders, which endure alternating impact loads during coal/rock cutting.
- Core function: Regulates the inflow and outflow of pressurized oil in cylinders to realize dynamic and static control.
- Eliminates the impact of cylinder movement on the hydraulic system.
- Reduces machine body vibration.
- Effectively enhances the safety and stability of roadheader operations.
Technical Parameters
|
Hydraulic Parameters |
|
Max. working pressure |
270bar |
|
Rated flow |
90L/min |
|
Relief valve set pressure |
200~350bar |
|
Pilot ratio |
4:1 |
|
Leakage |
≤0.3ml/min |
Working principle
Simplified operational logic based on mechanism action, focusing on oil flow direction and control port function.
- Oil flow: Flows freely from A1→B1 or A2→B2.
- Reverse flow: Blocked to prevent unintended movement.
- Basic oil flow direction: B1→A1.
- Control port role: A2 serves as the control port.
- Input control oil to A2: Opens the balancing valve port.
- Result: Load pressure oil flows smoothly from B1→A1.
- Ultra-low internal leakage: Poppet valve structure + wire seal keeps leakage < 0.3 ml/min.
- Fast & easy installation: Integrated threaded cartridge design reduces on-site setup time.
- Strong load adaptability: 4:1 pilot ratio handles varying load conditions.